Tehničke pozadine i boli u industriji
U brzim strojevima za strojeve Chuck sustave (n ≥ 6000rpm), Tradicionalno konusno pozicioniranje lica pokazuju dvije jezgrene nedostatke:
l Neuspjeh podmazivanja: centrifugalna sila uzrokuje da se mast podmazivanja migrira prema dnu konusnog provrta, što rezultira suhim zonama trenja na gornjem dijelu, s vrijednostima hrapavosti površine koje se pogoršavaju od 0,4 μ m do 1.6 μ m (testirano prema standardu ISO 4288);
l Koncentracija naprezanja: Jednostrani kontakt dovodi do Hertzijskih vrhova stresa kontakta koji veći od 800MPA, što pokreće širenje mikro-pukotina (izvor podataka: habanje 2022, 500-501, 204356).
Osnovna analiza tehnološke inovacije
I. Dizajn sustava podmazivanja gradijenta
1.1 Kompozitna arhitektura podmazivanja čvrstog fluida
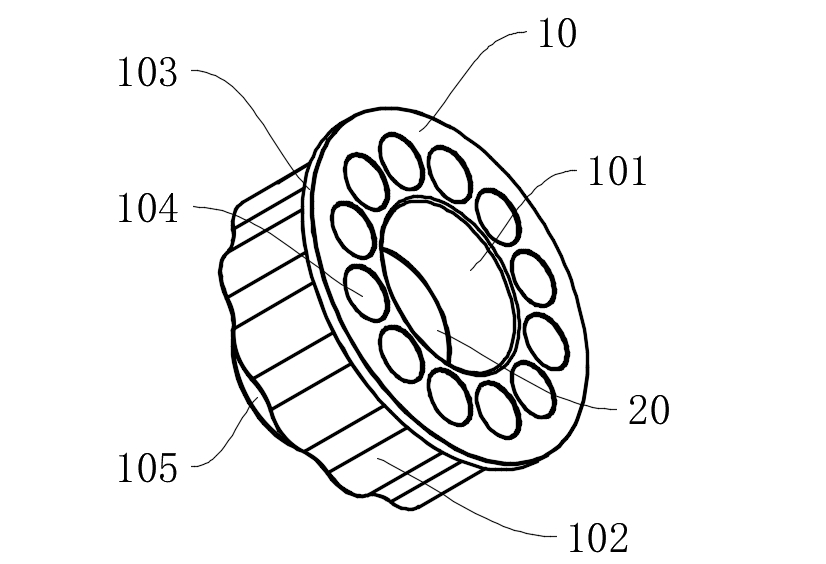
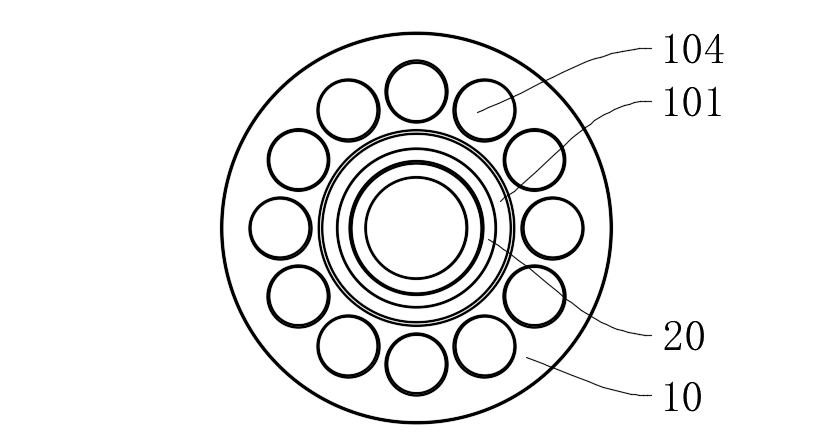
Grafitni blok podmazivanja (20) Ugradnja struktura:
l Kružni utor za ugradnju (101A) s dubinom od 1.2 ± 0,05 mm otvara se u sredini konusnog provrta (101), osiguravajući kontinuiranu konusnu površinu kroz električnu obradu pražnjenja (konus kut 20 20 ° ± 0.5 ° );
Kompozitni materijal temeljen na bakrama (Cu-10SN-5GR) koji sadrži 85% grafita je ugrađen, postižući poroznost od 18% ± 2% kroz sinteru metalurgije u prahu, kontinuirano oslobađajući grafitne čestice kako bi formirali transferni film.
Provjera učinkovitosti podmazivanja:
l Pod n = 8000rpm radnim uvjetima, koeficijent trenja u gornjem dijelu konusnog provrta ostaje stabilan na 0,08-0,12 ( > 0,25 za tradicionalne strukture);
l Testovi volumena trošenja (ASTM G99) pokazuju da je nakon 300 sati rada konusna dubina površinske habanja samo 3,2 μ m (28.5 μ m za tradicionalne strukture).
1.2 Mehanizam kompenzacije podmazivanja tekućine
l Kanali masti za podmazivanje zadržavaju se na dnu konusnog provrta, tvoreći 0,5-1,2 μ Debljina m filma ulja kroz dinamičke efekte tlaka (provjereno simulacijom Reynoldsove jednadžbe);
l Sustav postiže sinergiju gradijenta između čvrstog podmazivanja (gornji dio) i podmazivanja fluida (donji dio), smanjujući temperaturu kontaktne zone za 45% (mjereno infracrvenim termičkim slikama).
Ii. Kontaktirajte dizajn optimizacije stresa
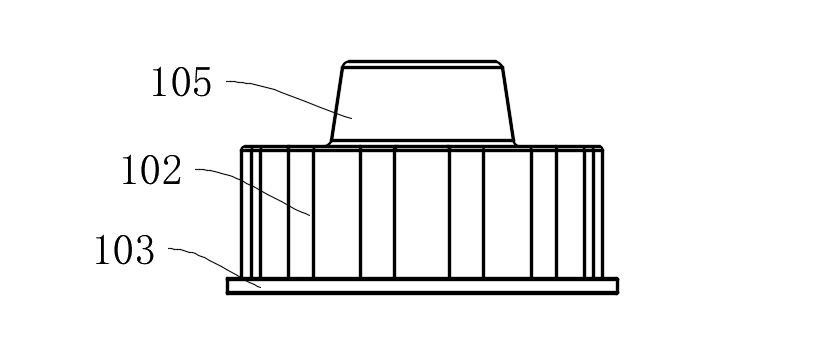
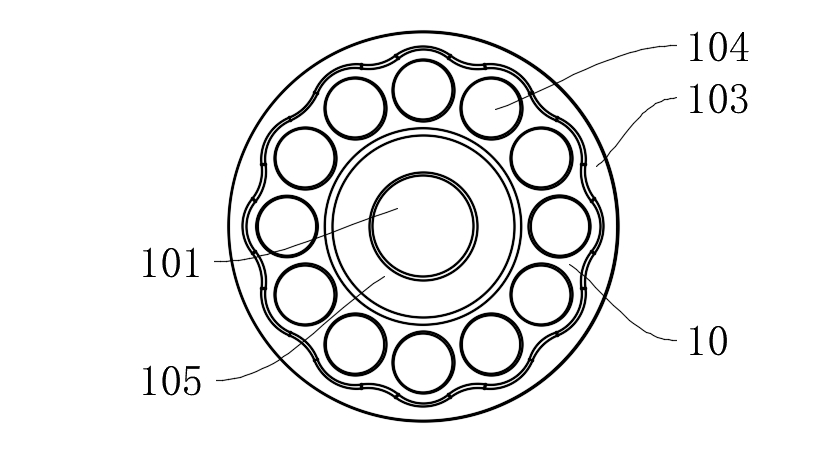
2.1 Optimizacija topologije za stezanje valnog oblika (102)
l Periodični valni profili konstruirani su korištenjem Fourier serije: valna duljina λ = 12 mm, amplituda a = 0,8 mm, polumjer zakrivljenosti r = 5 mm;
l Analiza konačnih elemenata pokazuje da se maksimalni kontaktni napon smanjuje s 813MPA na 327MPa, s 62% poboljšanjem ujednačenosti raspodjele stresa.
2.2 Struktura za podjelu opterećenja s više vrhova
l 12 montažnih rupa (104) ravnomjerno su raspoređene prema ASME B18.2.1 Standard, s odstupanjem od unaprijed < 5%;
l U kombinaciji s graničnim konusnim površinama (105) (kut konusa 15 ° ± 0.5 ° ), radijalno točnost pozicioniranja ± 2 μ M se postiže (ISO 2768-F stupanj).
Tablica za usporedbu tehničkih parametara
| Indikator performansi | Ova patentirana tehnologija | Tradicionalno pozicioniranje prednja ploča | Testni standard |
| Konični koeficijent trenja površine (8000rpm) | 0,08-0,12 | 0,25-0,35 | ASTM G99 |
| Maksimalni stres kontakta | 327MPa | 813MPa | ISO 281 |
| Brzina trošenja (300h) | 3.2 × 10 ⁻⁶ mm ³ " " /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Porast temperature ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Tipična provjera scenarija aplikacije
Slučaj 1: Pozicioniranje vlasnika alata u petoosnoj osnovi centra
l Tijekom kontinuiranog obrade dijelova legura od titana, kontrolira se otjecanju alata < 2 μ m ( > 8 μ m za tradicionalne strukture);
l Ciklusi promjene alata produženi su na 12000 puta (prosjek industrije je 5000 puta).
Slučaj 2: Chuck sustav u centrima za okretanje
l Radijalno izbacivanje vretena smanjuje se sa 5 μ m do 1,5 μ m (GB/T 17421.7 Standard);
l Obrađena greška zaokruženja obrazaca je ≤ 1.5 μ m (ASME B89.3.4 Standard).
Ovaj patent postiže dugoročni stabilan rad pozicioniranja prednjih ploča u ekstremnim radnim uvjetima kroz dva glavna tehnološka puta: sinergija medija za podmazivanje gradijenta i rekonstrukcija polja kontakta. Prema pretraživanjima novosti (Derwent Innovation), struktura postiže određeni indeks snage trenja (SFP) od 0,08W/mm ² , 76% smanjenje u usporedbi sa sličnim proizvodima, postavljajući ga na vodeću međunarodnu razinu.
Ako želite saznati više, kontaktirajte Mingxu Machinery da biste dobili cjelovito izvješće o patentima: [email protected] .



















Kontaktirajte nas