U serijskoj obradi komponenti tipa skejtborda (kao što su vodilice i precizni klizači), tradicionalni sustavi alata suočavaju se s dva glavna uska grla:
● Loša ponavljajuća točnost pozicioniranja: Kumulativne pogreške iz više operacija stezanja prelaze 0,1 mm (u skladu s ISO 2768-M tolerancijom klase), negativno utječu na okomitost površina za parenje (obično je potrebno biti ≤0,05 mm na 100 mm);
● Neučinkovito promjenu alata: Prebacivanje između namjenskih učvršćenja traje više od 45 minuta po instanci, što rezultira stopom iskorištavanja opreme ispod 60% ( Izvor: CIRP Annals 2022, 71 (1), str. 333-336 ).
Analiza osnovnih tehnoloških inovacija
I. Topološki dizajn za stezanje dodataka
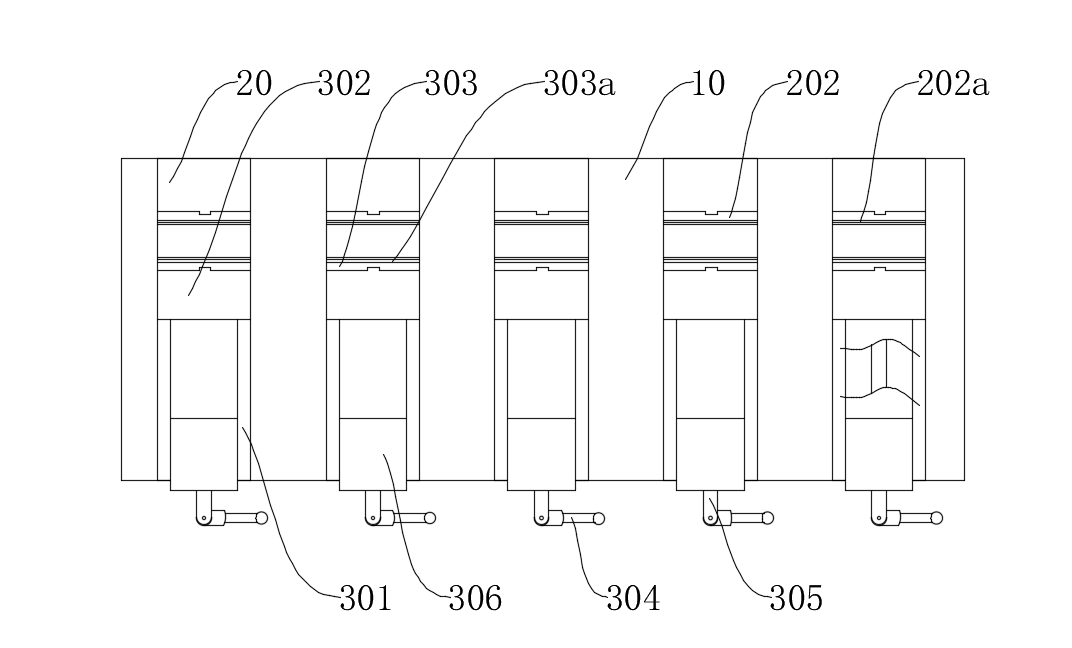
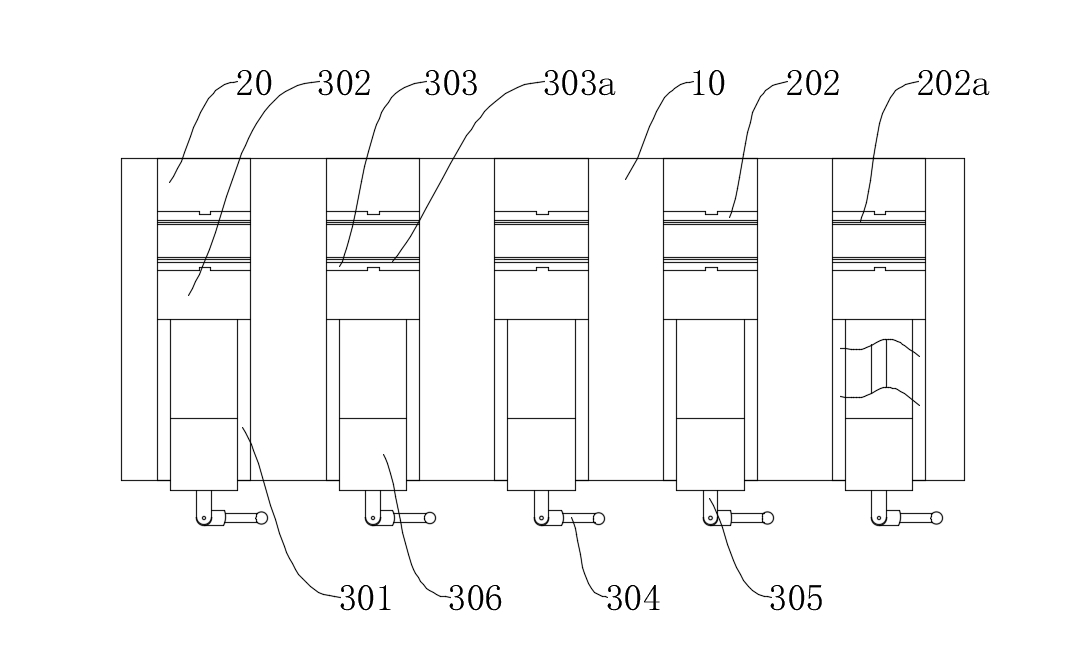
1.1 Struktura ograničenja odbora
Mehanizam stezanja u dvostrukom koraku:
● Fiksni blok (20) i stezanje bloka (302) opremljeni su prvim i drugim korakom stezanja (202A/303A). Visina ovih koraka podudara se s dodatkom za obradu (s tolerancijom od ± 0,01 mm);
● Optimiziranjem kuta nagiba koraka na 75 ° ± 1 ° analizom konačnih elemenata, mehanizam postiže udio nosača smicanja koji prelazi 85% (za razliku od samo 30% u tradicionalnim metodama planarnog stezanja).
Poboljšanje obrade preciznosti:
● Bočna obrada završena je u jednoj operaciji stezanja, s pogreškama točnosti pozicije ≤0,02 mm (zadovoljavanje standarda GB/T 1184-K);
● Vrijednost RA površinske hrapavosti dosljedno se održava ispod 0,8 μm (kako je testirano u skladu s ISO 4288 standardima).
Ii. Modularni brzi sustav za promjenu alata
2.1 Plug-in modularna arhitektura
Dizajn s dvostrukim udjelom:
● Prvo/drugo ugradnje (201/302A) koriste H7/G6 fit, koji, u kombinaciji s tipkama za pozicioniranje, postiže ponavljajuću točnost pozicioniranja od ± 0,005 mm;
● Vrijeme zamjene modula je ≤3 minute po komadu (na temelju stvarnih podataka o mjerenju), podržavajući prebacivanje radnih dijelova debljine u rasponu od 5 mm do 50 mm.
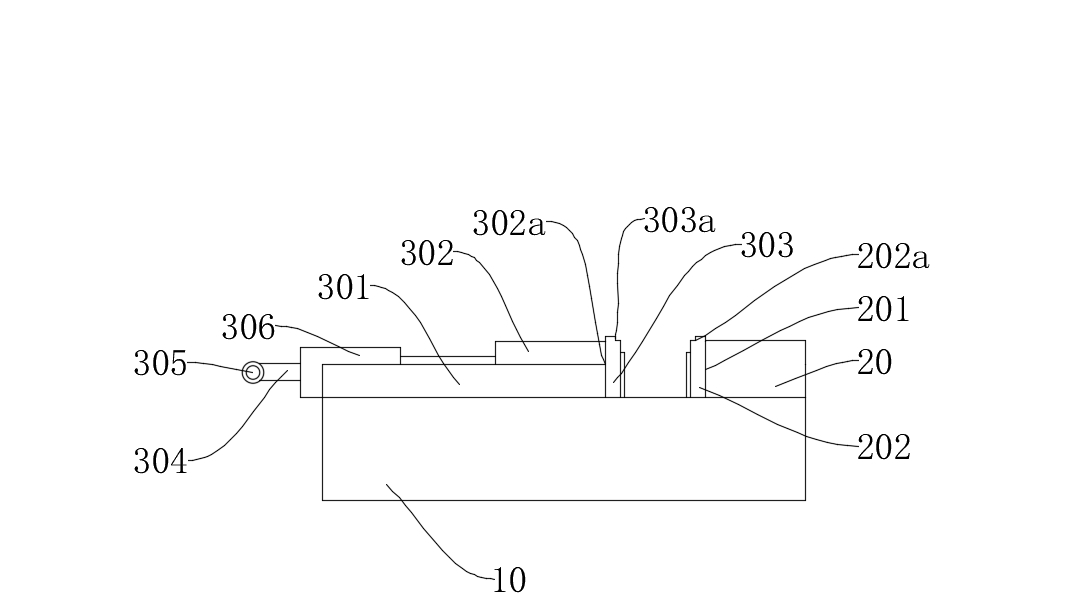
2.2. Mehanizam pogona zatvorene petlje
● Vijak (305) koristi trapezoidni navoj s dvostrukim olovom (TR16 × 4P8), koji u kombinaciji s prijelaznim blokom (306) omogućava brzinu mikro-hranjenja od 0,02 mm po revoluciji;
● Upravljačka šipka (304) uključuje ograničenje zakretnog momenta (postavljen na 15 n · m) kako bi se spriječilo da oštećenja radnog dijela preopterećuju.
Ključna tablica za usporedbu tehničkih parametara
| Indikator performansi | Ova patentirana tehnologija | Tradicionalni alat za skejtbord | Standard za testiranje |
| Točnost ponavljanja pozicioniranja | ≤0,005 mm | ≥03 mm | ISO 230-2 |
| Vrijeme promjene alata | ≤3 minute | ≥45 minuta | VDI 2862 |
| Površinska hrapavost RA | ≤0,8 μm | ≥1,6 μm | ISO 4288 |
| Maksimalna sila stezanja | 12kn | 8kn | DIN 55189 |
Validacija u tipičnim scenarijima obrade
SLUČAJ 1: STANOVANJE Linearnih klizača vodiča
● Uređeni 18 klizača različitih specifikacija s kumulativnim vremenom promjene alata od 38 minuta (tradicionalni alati zahtijevaju 13,5 sati);
● Pogreška okomitosti bočnih površina bila je ≤0,015 mm na 100 mm (udovoljavajući GB/T 1184 Standardni zahtjev od ≤0,05 mm).
SLUČAJ 2: Grupna obrada rupa od ploča hidrauličnih ventila
● dovršio obradu 12 površina za parenje u jednoj operaciji stezanja, postižući vrijednost CPK od 1,67 za točnost pozicije (zadovoljavanje šest SIGMA standarda);
● Život alata produžen je za 40% (zbog razine vibracija smanjenih na ispod 0,5 g).
Ovaj patent redefinira dizajnersku paradigmu za serijsku obradu alata kroz dva tehnološka puta: Optimizacija topologije ograničenja dopuštanja i kontrola zatvorene petlje modularne sile. Prema pretraživanju novosti (provedene putem Derwent Innovation -a), ova struktura postiže indeks učinkovitosti promjene (CEI) od 0,92, što predstavlja poboljšanje od 210% u odnosu na slična otopina i postavljajući ga na tehnološko plaće svog nišnog polja.
Ako želite saznati više, kontaktirajte Mingxu Machinery da biste dobili cjelovito izvješće o patentima: [email protected] .



















Kontaktirajte nas