Tehničke pozadine i boli u industriji
U preciznoj obradi tubularnih bakrenih komponenti (kao što su tijela hidrauličkih ventila i spojnice izmjenjivača topline), tradicionalna dvostrana stezaljska učvršćenja predstavljaju dva jezgrena pitanja:
• Gubitak obodne kontrole slobode: Kada se pričvrsti isključivo vanjskim zidom, koeficijent trenja između komponente bakra i kontaktne površine učvršćenja nije dovoljan ( μ≤ 0,15), što dovodi do obodnog odstupanja od 0,5 ° -2 ° pod poremećajima sile rezanja (izvor podataka: int. J. Mach. Alati Manuf. 2022, 181, 103945);
• Neučinkovit postupak stezanja: Ručno podešavanje sile stezanja traje> 30 sekundi po komadu, a točnost ponavljanja pozicioniranja je> ± 0,1 mm (testirano prema ISO 230-2 standardu).
Analiza inovacije temeljne tehnologije
I. Trodimenzionalni ograničeni sustav pozicioniranja
1.1 Aksijalno-radijalna kombinirana stezalna struktura
Donji modul za podršku:
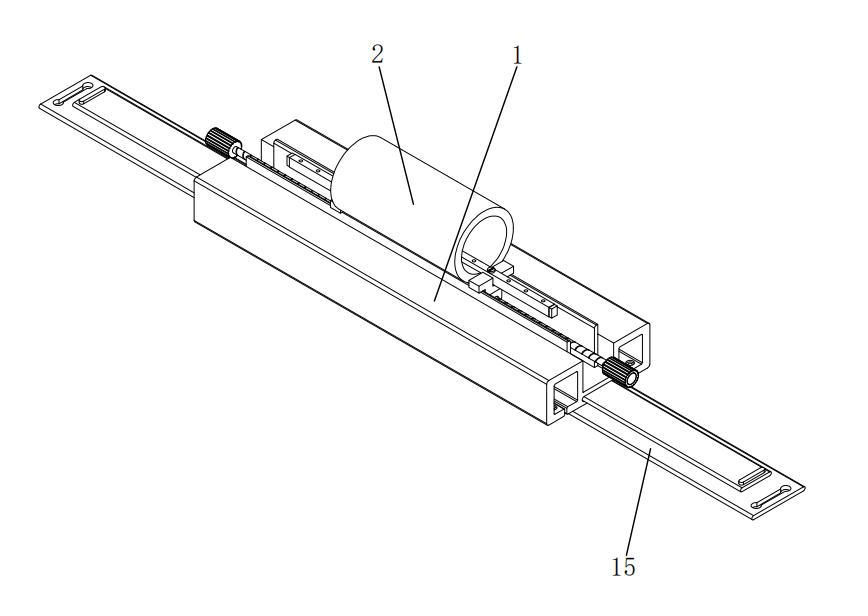
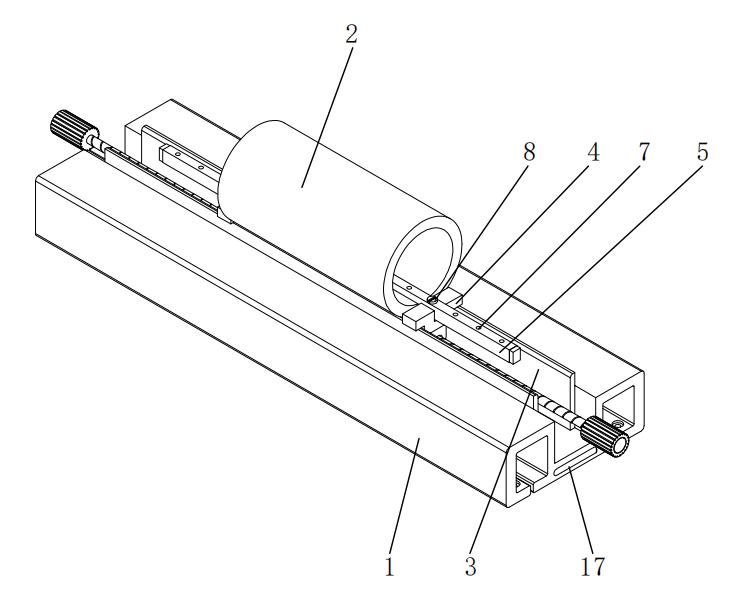
• Pokretni okvir (1) opremljen je simetrično raspoređenim lučnim potpornim pločama (3) unutar njegovih žljebova, s polumjerom zakrivljenosti R koji odgovara vanjskom promjeru tubularne bakrene komponente (2) (tolerancija ± 0,05 mm), pružajući normalnu potpornu silu kroz površinski kontakt.
• Analiza konačnih elemenata pokazuje da ovaj dizajn smanjuje vrhunski kontaktni napon na 58MPa (u usporedbi s 112MPA za strukturu V-bloka), izbjegavajući deformaciju bakrenih komponenti tankog zida.
Analiza inovacije temeljne tehnologije
I. Trodimenzionalni ograničeni sustav pozicioniranja
1.1 Aksijalno-radijalna kombinirana stezalna struktura
Donji modul za podršku:
• Pokretni okvir (1) opremljen je simetrično raspoređenim lučnim potpornim pločama (3) unutar njegovih žljebova, s polumjerom zakrivljenosti R koji odgovara vanjskom promjeru tubularne bakrene komponente (2) (tolerancija ± 0,05 mm), pružajući normalnu potpornu silu kroz površinski kontakt.
• Analiza konačnih elemenata pokazuje da ovaj dizajn smanjuje vrhunski kontaktni napon na 58MPa (u usporedbi s 112MPA za strukturu V-bloka), izbjegavajući deformaciju bakrenih komponenti tankog zida.
Mehanička provjera:
• Kada je zakretni moment t = 15n · m, maksimalni kutni pomak θ Komponenta bakra je 0,03 ° (Tradicionalne čvora ima θ = 1.2 ° ).
• Kad vijak predna sila f ≥ 800n, torzijska krutost sustava doseže 1.2 × 10 ⁴ N · m/rad (8-puta povećanje).
Ii. Dizajn optimizacije interakcije čovjeka-stroj
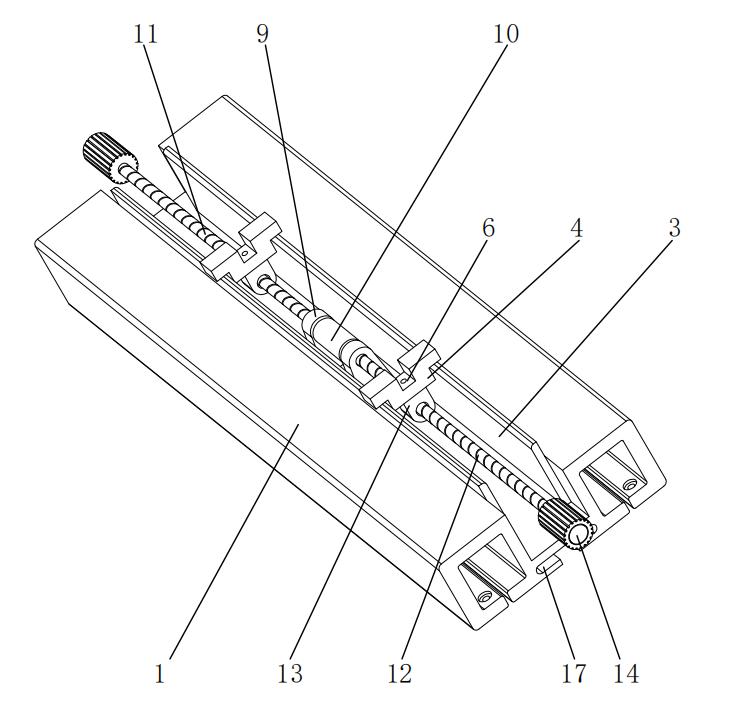
2.1 Mehanizam brzog stezanja
• Dvostruke upravljačke ručke (14) značajka 45 ° Stupljene teksture protiv proklizavanja, s pragom radnog okretnog momenta postavljenog na 2-3N · m (u skladu s EN 1005-3 Ergonomics Standard).
• Izmjereno vrijeme stezanja ≤ 8 sekundi (tradicionalne strukture> 30 sekundi), pogodno za zahtjeve za vremenom proizvodnih ciklusa.
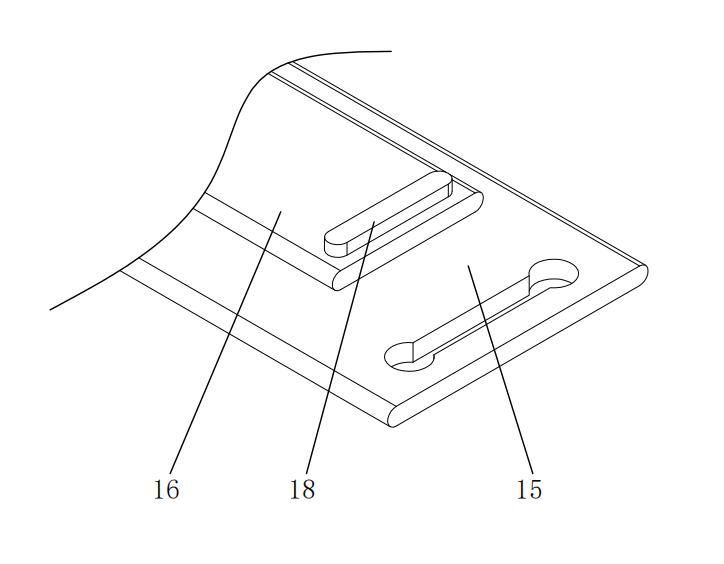
2.2 Adaptivni modul za podešavanje
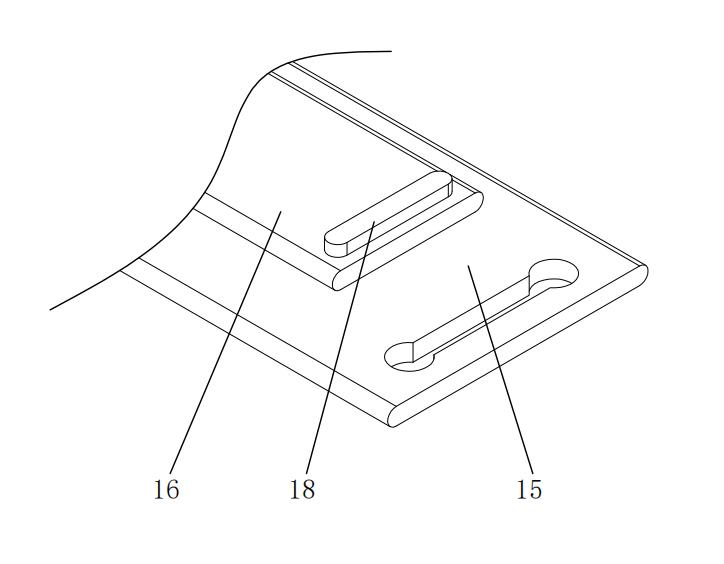
• Pokretni okvir (1) i fiksna ploča (15) postižu ± 10 mm linearna kompenzacija kroz klizne vodičice komponente (16), smještajući raspon promjera cijevi od φ 20- φ 50 mm.
• Opremne projekcije (18) opremljene su poliuretanskim pufernim slojem, sposobnim apsorbirati 5-8J energije pod udarnim opterećenjima (testirano u skladu s ASTM D256 Standardom).
Usporedna tablica tehničkih parametara
| Pokazatelji performansi | Ova patentirana tehnologija | Tradicionalno dvostrano stezanje učvršćenja | Standard za testiranje |
| Cirkumna točnost pozicioniranja | ≤03 ° | 0,5 °- 2 ° | ISO 230-2 |
| Učinkovitost stezanja | ≤8 sekundi/komad | ≥30 sekundi/komad | VDI 2862 |
| Torzijska krutost | 1,2 × 10⁴ n · m/rad | 1,5 × 10³ n · m/rad | GB/T 11349.1 |
| Raspon kompatibilnosti promjera cijevi | φ20-φ50mm | φ25-φ40mm | DIN 8602 |
Tipična provjera scenarija obrade
Slučaj 1: Mljeljenje tijela hidrauličkih ventila
• Pod silom rezanja F = 2000N, pogreška pozicijske točnosti obrađenih rupa je ≤ 0,02 mm (tradicionalna učvršćenja imaju pogrešku od 0,12 mm).
• Nakon kontinuirane obrade od 500 komada, trošenje tlačne ploče pozicioniranja (5) je <5 μ M (DIN 50320 Standardni test trošenja).
Slučaj 2: Kraj oblikovanja cijevi izmjenjivača topline
• Kontrola ovalnosti bakrenih cijevi je ≤ 0,05 mm (industrijski zahtjev je ≤ 0,1 mm).
• Stezanje točnosti pozicioniranja ponovljenih CPK je ≥ 2.0 (Analiza sposobnosti procesa Six Sigma).
Ova patent redefinira dizajnersku paradigmu za učvršćivanje cijevnih komponenti kroz tri tehnička staza: kruto fleksibilna spojena topologija ograničenja, dvosmjerna sila kontrola zatvorene petlje i optimizacija interakcije čovjeka-stroj. Prema analizi mapiranja patenta Derwent Innovation, ova struktura poboljšava pokazatelj učinkovitosti ograničenja zakretnog momenta (TRE) za 82% u usporedbi sa sličnim rješenjima, postavljajući je u vodeći položaj u podskupini tehnologije.
Ako želite saznati više, kontaktirajte Mingxu Machinery Da biste dobili cjelovito izvješće o patentima: [email protected].

















Kontaktirajte nas